Im Februar entwickelte ich ein Design für Kühlschrankmagnete, das aus zwei Teilen besteht und vorhandene Neodym-Magneten mit 13 mm Durchmesser und 1 mm Höhe aufnehmen soll.
Dieses Design benutze ich seit dem für Testdrucke bei neuem Material, weil neben geringem Materialverbrauch auch etwas Nützliches entsteht. Die Herausforderung dabei ist ein sehr flacher erster Layer, welcher eine gute Haftung und ein perfekt geleveltes Druckbett voraussetzt (überall gleichmäßiger Abstand des Nozzles zum Druckbett).
Als ich zuletzt das neue PLA-Regenbogenmaterial von Kehuashina dafür verwenden wollte, bekam ich anfangs keine Haftung auf der Unterlage. Das scheint ein häufiges Problem zu sein, da gibt es viele Forenthemen dazu. Ich habe also folgendes gemacht:
Das Druckbett mehrfach neu gelevelt. Dafür gibt es hier eine sehr gute Anleitung. Ich habe mich dabei an dem feinem und dann an dem ultrafeinem Bettleveling orientiert.
Das Druckbett gereinigt. Das geht mit Glasreiniger und Reinigungsbenzin ganz gut.
Cura: Die Druckgeschwindigkeit auf das vom Hersteller empfohlene Maximum von 30 mm/s gesetzt, der erste Layer bekommt eine Sonderbehandlung: ganz wenig kühlen (10%), halbe Geschwindigkeit (15 mm/s), Bett auf 60 °C
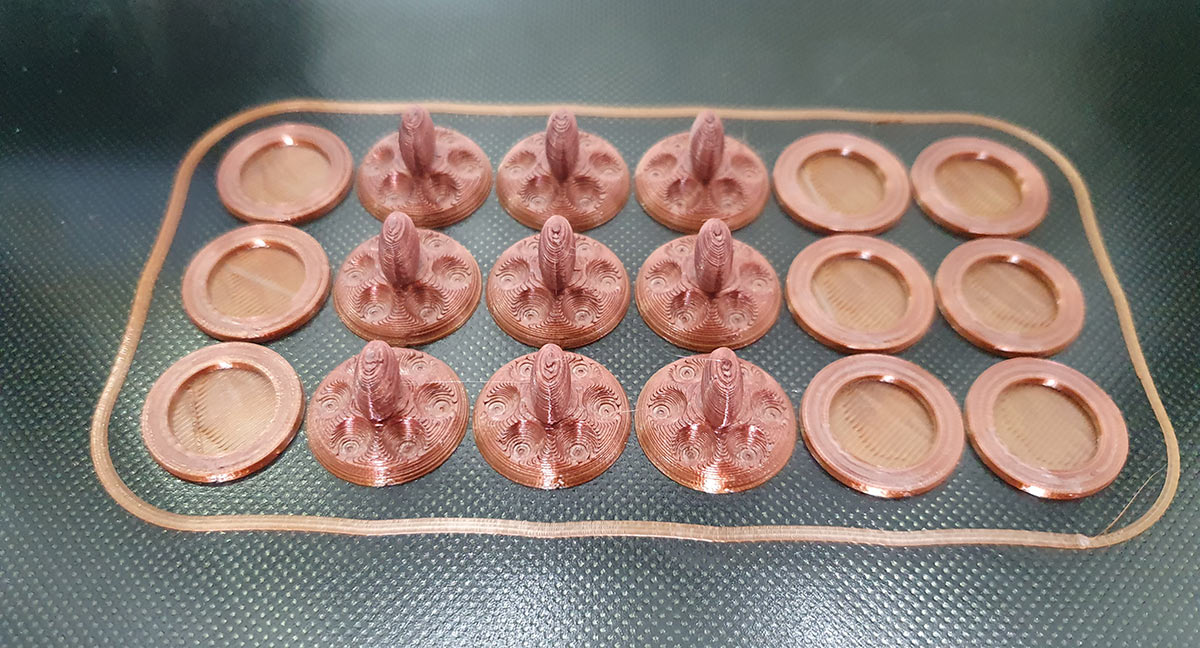
Meine STL-Datei enthält die Geometrie für 9 Magnete (jeweils Griff und Pfanne für den Magneten)
9‑magnete.stl (9 Magnete mit einem Mal drucken, s. o.)
Einstellungen für den Druck auf meinem Anycubic i3 Mega
Printing Temperatur = 200 °C (lt. Hersteller 195…230 °C, bis 210 °C optimal) Build Plate Adhesion = Skirt (damit wird sichergestellt, dass am eigentlichen Objekt Material fließt) Support = False (es gibt keine zu stützenden Flächen) Initial Layer Height = 0,20 mm Layer Height = 0,20 mm Layer Width = 0,36 mm (etwas kleiner als mein Nozzle = 0,4 mm) Build Plate Temperature = 60 °C (Standard) Print Speed = 30 mm/s (Herstellerangabe — schneller = reißt von der Druckplatte) Initial Layer Speed = 15 mm/s (für den Anfang schön viel Zeit lassen) Skirt/Brim-Speed = 15 mm/s (auch langsam machen, sonst könnte es sich lösen) Enable Retraction = Yes (zieht überflüssiges Material zurück wenn möglich) Initial Fan Speed = 10 % (Wichtig: beim ersten Layer ganz wenig kühlen, damit der sich gut verbindet) Regular Fan Speed at Height = 0,5 mm (ab 3. Layer Lüfter = volle Drehzahl) Fan Speed = Regular Fan Speed = 100% (alle weiteren Layer)
Mit der Kombination aus langsamen ersten Layer (15 mm/s), Lüfter anfangs auf 10 % Leistung und der Druckbett-Temperatur von 60 °C habe ich hervorragende Haftung des Drucks erreicht. In der Gesamtdruckzeit macht das langsame Fahren beim ersten Layer wenig aus, verringert allerdings die Wahrscheinlichkeit dass sich etwas vorzeitig vom Druckbett löst und sich dahin bewegt wo es nichts verloren hat. Anfangs hatte ich mit »Brim« gedruckt (zusätzliche Linien am Modell selbst) um bei der Auflagefläche ganz sicher zu gehen. Dann dachte ich mir — wenn alles richtig aufliegt müsste doch auch ein Skirt reichen (dicke Linie um das Modell mit Abstand), um im vor dem eigentlichen Druck genug Material zu fördern. Und siehe da: Es klappt! Da kann man die einzelnen Teile einfach von der Druckplatte nehmen wenn sie kühl genug ist.